
Proces ekstruzije plastike općenito je klasificiran u sedam različitih vrsta ovisno o specifičnim primjenama.
(a) Ekstruzija lista/filma
U ovom procesu ekstruzije, rastaljeni plastični materijal se istiskuje kroz ravnu matricu.Rashladni valjci koriste se za određivanje debljine lima/filma i teksture njegove površine.Debljina lima može se dobiti u rasponu od 0,2 do 15 mm.Može se izraditi tanka ravna ploča ili film od plastičnog materijala.Općenito, polistirenska plastika se koristi kao sirovina u procesu ekstruzije ploča.
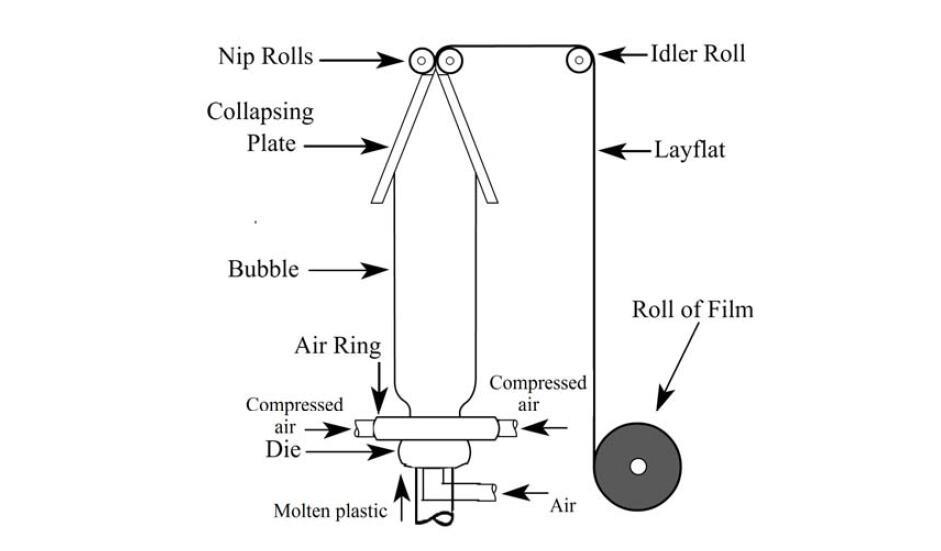
(b) Ekstruzija puhanim filmom
U procesu puhanja filma, matrica je poput okomitog cilindra s kružnim profilom.Rastaljena plastika se povlači prema gore iz matrice pomoću para steznih valjaka.Komprimirani zrak se koristi za napuhavanje cijevi.Oko matrice je postavljen zračni prsten.Svrha zračnog prstena je hlađenje filma dok putuje prema gore.U središtu matrice nalazi se ulaz zraka iz kojeg se komprimirani zrak može potisnuti u središte kružnog profila i stvoriti mjehurić.Ekstrudirani kružni presjek može se povećati 2-3 puta u odnosu na promjer matrice.Mjehurići se skupljaju uz pomoć kolapsirajuće ploče.Nip valjci izravnavaju mjehur u dvostruki sloj filma koji se naziva layflat.Debljina stijenke filma može se kontrolirati promjenom brzine steznih valjaka.Layflat se može namotavati u obliku rolice ili rezati u željene oblike.Donja strana ploče za polaganje je zapečaćena primjenom topline i prerezana dalje prema gore kako bi se formirao otvor;stoga se može koristiti za izradu plastične vrećice.Promjer matrice može varirati od 1 do 300 centimetara.Općenito, poliuretanska plastika se koristi u ovom procesu.
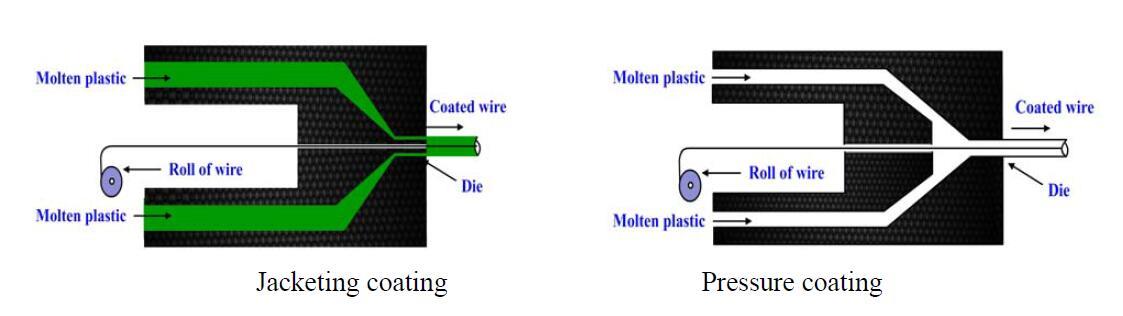
(c) Ekstruzija preko omotača
Ovo se također naziva procesom presvlačenja žice.U ovom procesu, gola žica se provlači kroz središte matrice.Postoje dvije različite vrste alata za ekstruziju koji se koriste za oblaganje preko žice, tj. alat za pritisak ili omotač.Ako je potreban tijesan kontakt ili prianjanje između žice i premaza, koristi se alat za pritisak.Ako prianjanje nije poželjno, koristi se alat za oblaganje.Za alate pod pritiskom, žica se uvlači unutar matrice, gdje dolazi u kontakt s rastaljenom plastikom pod mnogo većim pritiskom.Za alate za oblaganje, žica će se produžiti, a rastaljena plastika će napraviti poklopac na žici nakon kalupa.Gola žica prolazi kroz matricu i ne dolazi u izravan kontakt s rastaljenom plastikom sve dok ne napusti matricu.Glavna razlika između alata za oblaganje i tlačnog alata je položaj žice u odnosu na matricu.
(d) Ekstruzija cijevi
U ovom procesu rastaljena plastika se ekstrudira kroz matricu, a šuplji poprečni presjeci se formiraju postavljanjem trna unutar matrice.Cijev s višestrukim rupama također se može izraditi za posebne primjene, postavljanjem određenog broja igala u središte matrice.
(e) Koekstruzija
Koekstruzija je proces istiskivanja istovremenog stvaranja više slojeva materijala.Koristi se za nanošenje jednog ili više slojeva na osnovni materijal kako bi se postigla specifična svojstva kao što su ultraljubičasta apsorpcija, prianjanje, mat površina i refleksija energije, dok je osnovni materijal prikladniji za druge primjene, npr. otpornost na udarce i strukturne performanse.Može se koristiti u bilo kojem procesu kao što je puhani film, oblaganje omotačem, cijevi, ekstruzija lista/filma.U ovom procesu, dva ili više ekstrudera koriste se za isporuku materijala koji se kombiniraju u jednu matricu koja ekstrudira materijale u željenom obliku.Debljina sloja je kontrolirana brzinom i veličinom pojedinačnih ekstrudera koji isporučuju materijale.
(f) Premaz ekstruzijom
Ekstruzijsko premazivanje se koristi za izradu dodatnog sloja na postojećem valjku papira, folije ili filma.Na primjer, za poboljšanje vodootpornosti papira koristi se polietilenska prevlaka.Primjene ekstruzijskog premaza su tekuća ambalaža, fotografski papir, omotnice, obloge vreća za pakiranje gnojiva i medicinska ambalaža.Općenito se koriste polietilen i polipropilen.
Vrijeme objave: 14. lipnja 2017